
OFFSHOREDYKKEREN
Luftdykkere på vej i vandet ombord i "Stena Orelia". Bemærk den flotte åbne klokke.
En offshoredykker er en dykker som har sit virke i forbindelse med kulbrinteudvinding på havet. Dykkeren kan være uddannet luftdykker eller mætningsdykker. Luftdykkeren ånder almindelig atmosfærisk luft (21% oxygen og 79% kvælstof), medens mætningsdykkeren ånder heliox, en blanding af oxygen og helium hvor det, under hensyntagen til oxygenforgiftning, tilstræbes at holde oxygenets partialtryk på ca. 0,6 bar.
Luftdykkeren skal dekomprimeres efter hvert enkelt dyk. Dekompressionen bliver foretaget i et trykkammer ombord i et skib hvor dykkeren, under dekompressionen, ånder oxygen. Ulempen ved luftdykning er den forøgede risiko for kvælstofrus- og dykkersyge samt, at dekompressionstiden er alt for lang i forhold til dykkerens arbejdsindsats og at dykkerholdet skal være meget stort. Hvis et luftdykkerhold skal arbejde 24 timer i døgnet skal det, afhængig af dykkedybden, bestå af 12 til 24 dykkere. Dykkerbåden kan være et mindre fartøj hvor dekompressionskamrene står på dækket. Dykkerne bliver transporteret til og fra arbejdsdybden i en åben klokke- eller kurv. Luftdykkerne dykker til max. 50 meters dybde. På de danske offshore felter er det blevet almindeligt at dykke med luft til 20 meters dybde- og anvende mætningsdykning fra 20 meter og ned. Der kan også foretages dekompressionsdykning ved anvendelse af heliox "bounce diving". Tidligere var det en ofte brugt metode ved dykning på dybt vand, men næsten alle dybe dykninger foregår i dag efter mætningsmetoden.
Mætning betyder at dykkerens organisme er mættet med den inaktive gas som dykkeren indånder, i dette tilfælde helium, hvilket betyder, at når dykkerens organisme er mættet, så kan den ikke optage mere af den inaktive gas under samme tryk. Fordelen ved at lade dykkerens organisme mætte med den inaktive gas er, at dykkeren kan være under tryk i mange døgn uden at dekompressionstiden, ved dykningens afslutning, derved forlænges. Eks. hvis dykkerens organisme er mættet efter 5 timers dykning til en given dybde, så kan dykkeren ligeså godt være på samme dybde,under samme tryk, i 3 uger uden at dekompressionstiden derved forøges. Et mætningsdykkerhold som arbejder 24 timer i døgnet består af 6 eller 12 dykkere. Med 2 dykkere i klokken af gangen varer et bell-run 8 timer- og med 3 dykkere varer et bell-run 6 timer. Dykkerbåden, som arbejder på DP, vil altid være et større fartøj med moon pool, et stort hul i skibets bund, hvorigennem klokken kører op og ned og som har et stort kammerkompleks i bunden af skibet. Dykkerne bliver transporteret til og fra arbejdsdybden i en lukket dykkerklokke og bor, når de ikke arbejder, i ovennævnte kammekompleks. Trykket i kammerkomplekset vil være mindre end trykket på arbejdsdybden og denne trykforskel vil være afhængig af arbejdsdybden. Dykkerne kan dykke til flere hundrede meters dybde se nedenfor.


2 luftdykkere på vej i vandet. Bemærk den omfangsrige udrustning- og umbilical (navlestreng) som forsyner dykkeren med åndegas.
Billedet viser luftdykkerskibet "Orca" under arbejde på Danfeltet. Skibet ligger med ankre forude og agterfortøjet til strukturen. Bemærk containeren med dekompressionskammeret på dækket.Agter ses A-rammen som bruges når dykkerne, i kurven, skal transporteres til og fra dykkedybden.
Det kan nævnes, at mætningsdykkeren anvender samme type udrustning som luftdykkeren, dog med den undtagelse, at hjelmen er udstyret med mulighed for at udåndinsgassen kan "opsamles" og genanvendes, gasreclaim, efter rensning og tilsætning af ilt ombord i dykkerskibet.
Ovenfor ses DSV "Maersk Defender" med dykkere i mætning. Bemærk den røde redningsbåd som indeholder et trykammer. Trykkammeret står i forbindelse med kammerkomplekset i bunden af skibet og dykkerne kan således, stadig under tryk, kravle op i redningsbåden hvis det skulle blive nødvendigt.

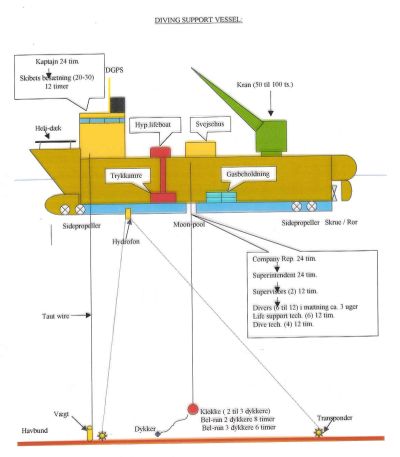
Tegningen ovenfor viser hvordan et moderne mætnings-dykkerskib kan se ud. Bemærk moon pool, hullet i bunden af skibet.
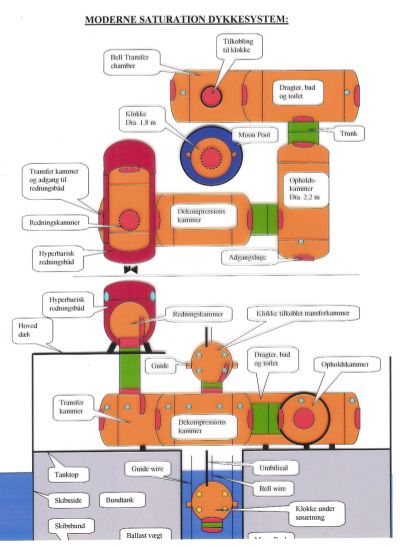
Tegningen til højre viser hvordan et stort moderne kammerkompleks beregnet for dykkere i mætning kan se ud.
Bemærk den røde "hyperbariske redningsbåd" som indeholder et trykkammer hvor, trykket konstant er det samme som trykket i kammerkomplekset hvor dykkerne opholder sig. Redningsbåden er udstyret med trykflasker indeholdende den gasblanding som dykkerne ånder. Mængden af åndegas er nok til at dykkerne kan overleve i flere døgn.
I en nødsitution hvor det er nødvendigt at evakuere dykkerne fra skibet, skal klokken selvfølgelig først hales hjem- og kobles til kammerkompleksets transfer kammer. Når sammenkoblingen er tilendebragt, kan dykkerne fra klokken samt dykkerne som opholder sig i kammerkomplekset bevæge sig igennem systemet og kravle op i redningsbåden hvorefter, redningsbåden vil blive søsat af skibets besætnig.
Det er muligt, i et så stort kammekompleks, at udskifte et helt dykkerhold uden at arbejdet af den grund forsinkes væsentligt. Det "nye" dykkerhold bliver sat under tryk i dekompressionskammeret. Under tryksætningen tages der hensyn til den "svageste" dykker med hensyn til HPNS og trykudligningsproblemer, men den tager normalt ikke lang tid. Når de "gamle" dykkere er frigjort fra deres arbejde, bevæger de sig ind i dekompressionskammeret hvor de bliver dekomprimeret. Denne dekompression kan, afhængig af det tryk som dykkerne levede under i kammerkomplekset, vare i flere døgn.
Hvori består offshoredykkerens arbejde?. Arbejdet er typisk delt op i 3 kategorier, inspektion, konstruktion og svejsning. Dykkerne er normalt specialuddannet til at kunne udføre et enkelt af disse arbejder, men der er dog dykkere som kan udføre alle 3 kategorier. Selvfølgelig udfører dykkerne alle tænkelige arbejdsopgaver, men ovennævnte kategorier er de 3 primær opgaver.
Inspektionsdykkeren:
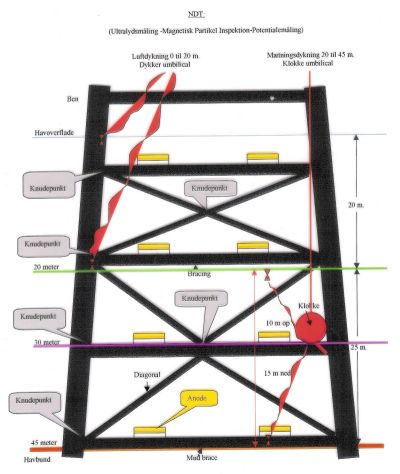
Inspektionsdykkeren udfører NDT, "ikke destruktive målinger" på offshorestrukturer. Tegningen til højre viser undervandsdelen på en struktur i den danske del af Nordsøen. Bemærk kombinationen ved anvendelse af luftdykning til 20 meter- og mætningsdykning fra 20 meter. Dykkerne i klokken kan, efter bestemte regler, foretage "udflugter" til en mindre- eller større dybde end den dybde klokken befinder sig på.
Målinger bliver typisk udført på strukturens knudepunkter, de steder hvor bracings og diagonals er fastsvejst til strukturens ben, og på udvalgte steder hvor strukturens katodiske beskyttelse måles.
Målingerne, som er periodiske, kan udføres ved ultralydsmåling, MPI magnetisk partikel inspektion- og potentialemåling. Formålet er selvfølgelig at fastslå strukturens generelle sundhedstilstand, men især at kontrollere svejsningerne for revnedannelse- og beskyttelses anodernes evne til at beskytte mod tæringer.
Inden dykkerne kan foretage målinger på strukturen, skal det område hvor der skal måles afrenses for begroninger etc. Afrensningen foretages med en "pistol" hvorigennem der under tryk, ca 12 bar, blæses en blanding af sand og vand ind mod afrensningsområdet. (I gamle dage blev der anvendt en type værktøj hvor arbejdstrykket var flere hundrede bar. Der var flere dykkere som kom alvorligt til skade ved anvendelse af disse værktøjer).
Udover selve målingerne, foretager dykkerne selvfølgelig også en visuel inspektion af strukturens anoder- og begroning samt kontrollerer om der ligger større genstande på havbunden i strukturens nærhed. På strukturer af ældre dato kan vægten-og omfanget af begroning blive så stor at det er nødvendigt at afrense større dele af strukturen.
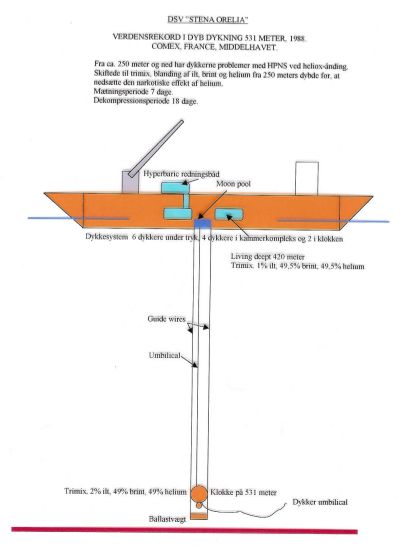
I forbindelse med dybe dykninger kan det nævnes, at Comex, Frankrig, i 1985 foretog en eksperimentiel dykning til 531 meter i Middelhavet. På daværende tidspunkt satte denne dykning verdensrekord i dybdedykning.
Dykkerfartøjet "Stena Orelia" blev anvendt som platform for de 6 dykkere som blev sat under tryk.
Fra overfladen og ned til 250 meter åndede dykkerne heliox medens de fra 250 meter og ned åndede en trimix bestående ilt, brint og helium.
Ovennævnte trimix blev anvendt for at omgå de normale problemer med HPNS som dykkerne får fra ca. 250 meter. HPNS er et trykrelateret syndrom som dykkerne udsættes for når de indånder heliox under et stort tryk. Påvirkningen af de enkelte dykkere er individuel og kan variere fra dyk til dyk.
De 2 dykkere i klokken åndede en gasblanding bestående af 2% ilt, 49% brint og 49% helium medens dykkerne i kammerkomplekset åndede en blanding bestående af 1% ilt, 49,5% brint og 49,5% helium. Medens dykkerne i klokken arbejdede på 531 meter "boede" dykkerne i kammerkomplekset under et tryk svarende til 420 meters dybde.
Mætningsperioden (dykningen) varede i 7 døgn og den efterfølgende dekompression varede 18 døgn, jævnfør afsnittet ovenfor.
Ved dekompression efter et mætningsdyk anvendes der selvfølgelig specielle dekompressionstabeller, men en god tommelfingerregel siger, at der skal dekomprimeres 24 timer for hver 30 meter mætningsdykkedybde.
Konstruktionsdykkeren:
I forbindelse med pigging og testing af rør er det dykkerne som kobler slangerne til, åbner / lukker ventiler- og senere afmonterer pig-launsheren og receiveren, se tegningen ovenfor fotografiet viser en pig launcher.

Konstruktionsdykkeren beskæftiger sig med dykkerarbejde relateret til rørlægning, installation af risere- og Tie-in (sammenkobling af rør med riser)
Rørarbejder:



Hvis et rør under udlægning skal krydse et allerede udlagt rør, er det dykkere som udlægger den madras som skal beskytte- og adskille de 2 rør, se tegningen ovenfor.
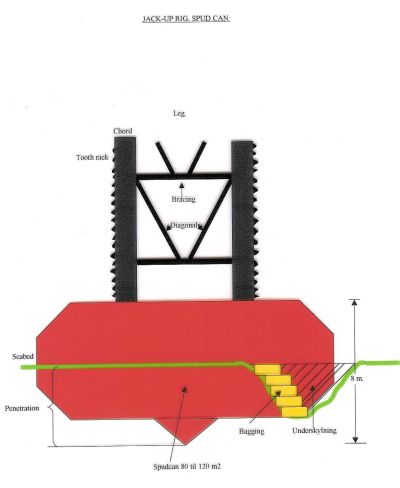
Tegningen ovenfor til højre viser et rør som er underskyllet. Dykkernes arbejde er her at placere sandsække under- og oven på røret (gravel bagging). Dykkerne udfører et tilsvarende arbejde på jack up borerigges spudcan hvis der forekommer underskylning, tegningen til højre.
Installation af riser og clamp: (kræver 2 dykkere i vandet)

Efter udlægning af et rør på havbunden, skal røret forbindes med en olieplatform, struktur, i hver ende- eller med land. Røret skal føres op af strukturen og forbindes med procesanlægget på strukturens dæk.
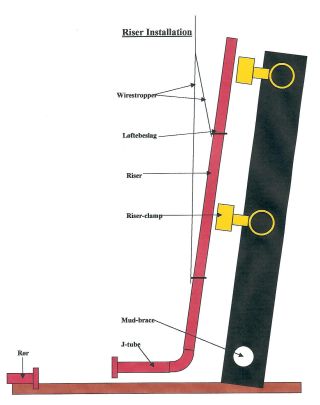
Tegningen ovenfor viser installation af en riser medens fotografiet viser en struktur med 2 risere ført op til strukturens nederste dæk. Bemærk de store clamps som fastholder den øverste del af risers. Dykkerne har monteret 3 tilsvarende clamps under vandet.
Dette rør som løber op af strukturen kaldes en riser, stigrør, og fremstilles specielt til opgaven. Riserens nederste ende er, på grund af strukturens skrå hældning, bøjet i en vinkel på ca. 80 grader i forhold til riserens forløb og ligner derfor nærmest et stort J. Riseren har selvfølgelig samme diameter som røret på havbunden og flangen for enden af riseren er af samme type- og størrelse som flangen for enden af røret. I nogle tilfælde fremstilles riseren i et langt stykke og kan således være ca.50 meter lang, i andre tilfælde er riseren delt op i sektioner med flanger som så boltes sammen.
Hvis ikke strukturen på forhånd er forsynet med clamps, bøjler, for fastholdelse af riseren, skal der først monteres clamps på strukturen. Disse clamps er ret store og tunge og, igen på grund af strukturens hældning "bagover", kræver det stor akkuratesse at montere disse. En clamp er fremstillet med 2 hængslede bøjler adskilt af et afstandsstykke, den ene bøjle omslutter, efter lukning- og boltning, strukturens bracing eller ben medens den anden bøjle, efter lukning- og boltning, omslutter riseren. Der monteres normalt en clamp på hver af strukturens bracings dog ikke på den nederste, mud brace, idet, riserens J-tube skal kunne give sig "cold spring" og derfor ikke må være fikseret. Det er af stor vigtighed at clamps monteres korrekt både med hensyn til hældningsvinkel- og linieføringen op ad strukturen idet, det ellers vil være umuligt for dykkerne at få riseren lagt ind i clamps- og kunne lukke bøjlerne om riseren, (som hjælp har dykkerne på forhånd udspændt en tynd wire som markerer linieføringen). På grund af forannævnte, bliver clamps, ombord i skibet, hængt af i stropper og små taljer så dykkerne, under vandet, kan justere hældningen. Alle bolte i bracing-clamps bliver spændt medens riser-clamps efterlades åbne. Alle bolte i clamps spændes med momentnøgle.
For at forhindre at riseren på gund af vibrationer- og bølgeslag bliver udsat for slitage i clamps er både riseren- og clamps foret med en blød gummiagtig coating.
Efter montering af clamps skal riseren installeres. For at gøre det lettere for dykkerne at "lægge" riseren ind i clamps, bliver riseren hængt af i løftestropper der er tilpasset så riseren, når den hænger i kranen, har samme skrå hældning som strukturen, se tegningen ovenfor. Når riseren er lagt ind i clamps, hænges riserens top af i en talje som har fat i et punkt på strukturen- og clamps lukkes løseligt, riseren skal både kunne dreje i det lodrette plan samt løftes og sænkes.
Pl move-over og spool-piece: (kræver 2 dykkere i vandet)
Under nedlægning af røret på havbunden blev rørenden lagt af så tæt som muligt på strukturen, se rørlægning. Der vil imidlertid altid mangle et stykke rør på ca. 10 meter kaldet en spool som skal forbinde røret på havbunden med strukturens riser.
Før dykkerne kan opmåle længden af ovennævnte spool, er det nødvendigt at røret- og riserens J-tube peger direkte mod hinanden- og at begge flangerne står vinkelret på denne direkte linie.
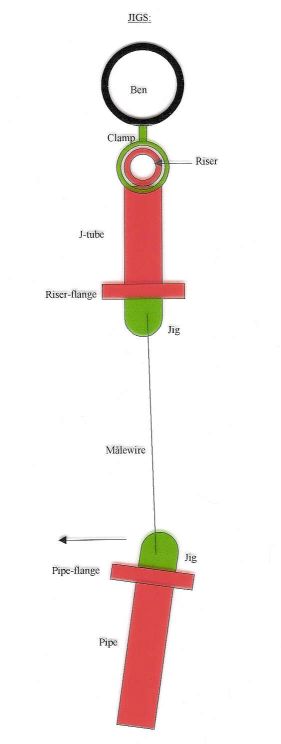
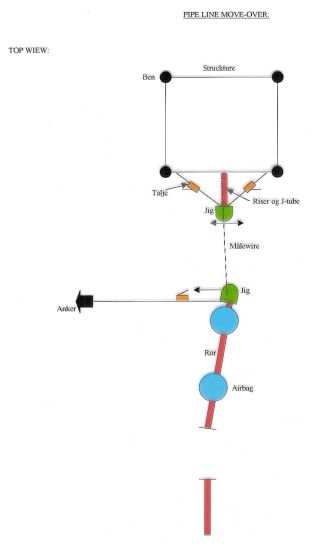
2 taljer bliver fastgjort imellem riserens J-tube og mud-brace hvilket, muliggør drejning af riseren til begge sider. På både rørets- og riserens flanger bliver fastspændt en jig, en gradindelt skala. Imellem centrum af de 2 jigs, trækkes en tynd målewire, se tegningen til højre. Når målewiren bliver spændt op, vil den klart vise hvilken vej rørflangen (røret) skal flyttes for, nogenlunde at pege imod riseren.
Tegningen ovenfor viser at røret skal flyttes til venstre. For at kunne flytte røret, udlægges der et anker eller en stor betonklods på den side af røret hvorimod røret skal flyttes. Imellem rørflangen og ankeret fastgøres en talje og 3 til 4 air-bags gøres fast til røret. Den første air-bag gøres fast lige bag rørflangen og de resterende air-bags gøres fast på røret med ca. 5 meters mellemrum. Der fyldes nu luft i air-bags startende med den der er fastgjort ved flangen. Når rørflangen begynder at komme op af havbunden, stoppes op med fyldning af air-bags og dykkerne kan begynde at trække på taljen der har fat i ankeret. Ved at studere målewirens bevægelse henover skalaen på jigs- og samtidig arbejde med både taljerne på riser- og røret, eventuelt skal riseren løftes eller sænkes ved brug af taljen i toppen af riseren, kan de 2 flanger bringes i en position så de peger nøjagtig mod hinanden.
Når riserens- og rørets flanger peger nøjagtig mod hinanden, målewiren står på 0 på begge jigs, er den korteste afstand opnået. Luften lukkes ud af air-bags og længden af spool-piece kan opmåles. Ved 4 målinger, kl. 3, kl. 6, kl. 9 og kl. 12 fastslås den nøjagtige afstand imellem de 2 flanger. Spool-piece bliver normalt gjort ca. 10 cm. kortere end den opmålte længde, da riserens nederste del ikke er fikseret, kan den sagtens give sig dette "cold-spring". Når spool-piece er fremstillet, i den korrekte længde, bliver den hængt af i kranen og firet ned til dykkerne for montering,tegningen til højre.
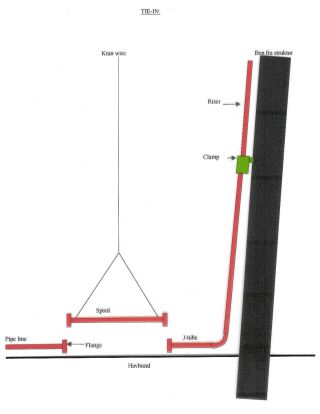
Tie-in: (kræver 2 dykkere i vandet)


Spool-piece er lagt af på havbunden imellem rør- og riserflange og nu skal dykkerne udføre den vanskelige tie-in, der startes altid med spool-rørflangen. For at forhindre skader på flangerne under nedlægning, er spoolflangerne beskyttet med finerplader fastholdt med ståltråd. En flangesammenkobling vil altid bestå af 2 flangehalvdele hvoraf, den ene flangehalvdel vil være en svirvelflange (drejelig).
Erfaringsmæssigt er det sammenspænding af de 2 flangehalvdele hvor ting kan gå galt. Specielt opstår der tit problemer med at forbinde de mange små hydraulikslanger på de hydrauliske boltspændere, jacks, korrekt. Det er vigtigt at dykkerne inden de går i vandet/mætning, bliver trænet i brugen af jacks og montering af slangerne. Selvom dykkerne har arbejdet med denne type værktøj før, skal de alligevel instrueres, se de 2 øverste fotografier til højre.
Øverste fotografi viser en flange-puller som er et hydraulisk værktøj der bruges til at trække 2 flange halvdele sammen. Pulleren består af en hydraulisk motor som trækker en lang gevindskåret spindel. For enden af spindelen er påskruet en stor låsemøtrik. Låsemøtrikken skrues af og spindelen stikkes igennem 2 af flangens bolthulle som ligger over for hinanden, eventuelt drejes svirvelflangen. Spindelen stikkes så langt igennem de 2 bolthuller at værktøjet ligger an mod den ene flangehalvdel. Låsemøtrikken påskues spindelen og dykkeren påvirker manøvrehåndtaget på værktøjet. Motoren trækker spindelen til sig- og når låsemøtrikken ligger an mod den anden flangehalvdel, vil de 2 flangehalvdele bliver trukket sammen. De 2 flangehalvdele trækkes så langt sammen, at det stadig er muligt at indsætte flangens pakkering, se nedenfor. Når flangehalvdelene er trukket sammen, monteres een eller flere af flangens nederste bolte. Boltmøtrikkerne spændes med hånden til anlæg hvorefter, flangepulleren kan afmonteres.
Fotografiet til højre viser træning af dykkerne i montering af hydrauliske jacks på een flangehalvdel.
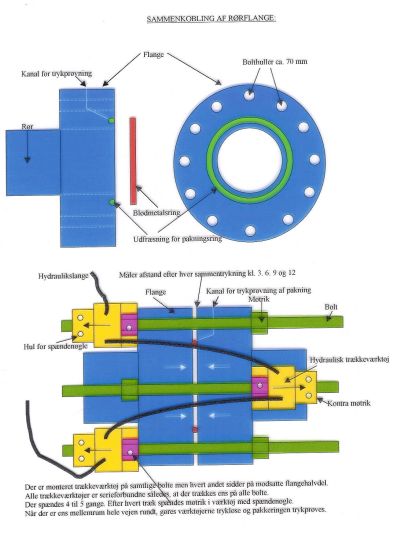
Tegningen nedenfor til højre viser opbygningen af- og sammenkoblingen af 2 flangehalvdele ved brug af hydraulisk trækkeværktøj.
Som ovenfor nævnt, består en flange af 2 flangehalvdele hvoraf den ene flangehalvdel er en drejelig svirvelflange. Svirvelflangen har et lille gevindhul som går over i en lille gennemboring, kanal, der udmunder på bagsiden af det sæde, udfræsning, hvor blødmetalpakkeringen skal ligge. Modsatte flangehalvdel har en tilsvarende udfræsning for pakkeringen.
Ovenfor, blev de nederste flangebolte monteret og spændt med hånden, efterladende plads for pakkeringen. Pakkeringen er fremstillet af et blødt metal som muliggør en vis sammenpresning. I ydersiden af pakningen er der boret et lille, ikke gennemgående, gevindhul hvori der kan iskrues et stykke metaltråd. Metaltråden bruges af dykkerne til at fastholde pakkeringen i flangens udfræsning indtil flangen er trukket så langt sammen at pakningen har kontakt med udfræsningerne i begge flangehalvdele.
En flange sammenspændes med 12 lange bolte. I boltens ene ende er der påskruet en almindelig 6 kantet møtrik. Møtrikken i den anden ende af bolten, låsemøtrikken ( røde på tegningen), er speciel idet, alle 6 flader har en gennemboring som tillader spænding med en ståldorn. De resterende bolte monteres og alle 12 bolte skulle nu gerne været monteret med hver anden låsemøtrik modsat hinanden og med alle møtrikkerne skruet ca. en trediedel ind på bolten. Medens den ene dykker, med metaltråden, fikserer pakkeringen i flangens udfræsning, spænder den anden dykker samtlige 12 låsemøtrikker med ståldornen. Når pakkeringen har kontakt med begge flangeudfræsninger stoppes op, og montering af trækkeværktøjerne kan begynde.
De hydrauliske trækkeværktøjer monteres med 6 stk. på hver side således, at de omslutter låsemøtrikkerne. Værktøjet er bygget op med en stempeldel og en rund kontramøtrik med huller for spænding med dorn. Stempeldelen føres ind over bolten- og låsemøtrikken til anlæg mod flangen. Kontramøtrikken påskrues og spændes, med dorn, til anlæg mod stempeldelen.
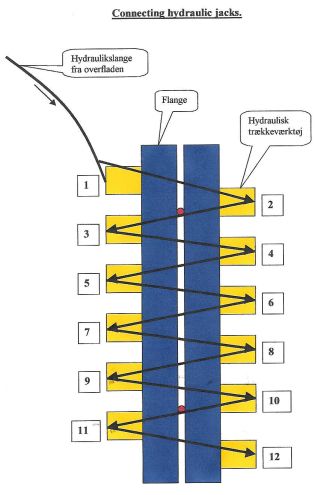
Når alle 12 trækværktøjer er monteret korrekt med 6 på hver side af flangen, skal de indbyrdes forbindes med korte hydraulikslanger (hydraulikolien løber samtidig ind i all værktøjer). Hvis vi giver værktøjerne på den ene side af flangen ulige numre- og på den anden side lige numre, vil vi ende op med at nr. 1, 3, 5, 7, 9 og 11 sidder på den ene side medens nr. 2, 4, 6, 8, 10 og 12 sidder på den anden side. Se tegningen til højre.
Hver stempeldel er forsynet med en bajonetkobling, hvortil hydraulikslangerne forbindes. Hydraulikslangen fra overfladen forbindes til værktøj nr. 1 og derfra forbindes værktøj nr. 2 med en kort hydraulikslange, videre til nr. 3 og derfra til nr. 4 osv. frem til værktøj nr. 12 hvor den sidste korte slange slutter. Det er meget vigtigt at alle slanger er forbundet korrekt således, at alle værktøjerne trækker samtidig- og med samme styrke.
Når dykkerne er klar, sætter superviseren tryk på hydraulslangerne hvorved, stempeldelen, på grund af kontramøtrikken, skubber de 2 flangehalvdele sammen. Medens der stadig er tryk på værktøjerne, spænder dykkerne de røde låsemøtrikker med dornen indtil anlæg mod de 2 flangehalvdele (dykkerne meddeler hvor mange flats de kan dreje hver møtrik). Superviseren tager trykket af værktøjerne og dykkerne opmåler kl. 3, 6, 9, og 12 afstanden imellem de 2 flangehalvdele. Før næste tryksætning spænder dykkerne, med dornen, kontramøtrikkerne indtil stempeldelen igen har anlæg mod flangerne. Der tryksættes og spændes så mange gange, normalt 3 til 4, at afstanden imellem de 2 flangehalvdele er ens hele vejen rundt.
Før værktøjerne afmonteres skal flangen trykprøves. Normalt bliver en rørforbindelse trykprøvet fra top af riser på den ene platform til top af riser på den anden platform, men for at være sikker på at en eventuel lækage ikke stammer fra diverse flangesammenkoblinger trykprøves flangerne individuelt.
Som ovenfor nævnt, er svirvelflangen forsynet med et gevindhul for montage af en hydraulikslange. Efter montage af hydraulikslangen sætter superviseren tryk på slangen. Manometret på overfladen aflæses, til at begynde med vil trykket falde ganske lidt hvilket skyldes at hydraulikoliens temperatur falder. Når trykket efter ca. 15 minutter har stabiliseret sig, aflæses manometret igen og manometervisningen noteres. Hvis trykket er det samme efter en time er flangen tæt og værktøjerne kan afmonteres. Billedet til højre viser hydraulikpumpen som bruges til trykprøvning af flangen.
Der sker det, at hydraulikolien vil prøve at presse blødmetalspakningen ud af sit leje, hvis trykket på manometret falder er pakningen ikke tæt og operationen med tryksætning af værktøjerne må starte forfra. Hvis det ikke lykkes at få pakningen tæt, må alle værktøjer afmonteres og der må isættes en ny pakning hvorpå hele proceduren starter forfra.

Svejsning af rør: (kræver 2 dykkere i vandet)
Svejsedykkerne kaldes "kongerne" inden for offshoredykning. Arbejdet er meget specialiseret og kræver stor dyktighed- og erfaring. Der har været mange drøftelser omkring emnet hvad der er bedst, at uddanne certifikatsvejsere til dykkere eller omvendt at uddanne dykkere til certifikatsvejsere. Uanset hvilken baggrund dykkerne har, så er det et flot stykke arbejde de udfører.
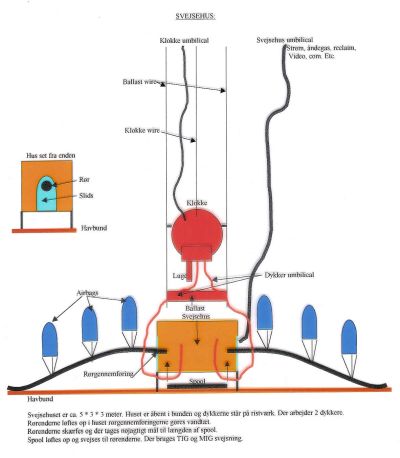
Svejsning af rør foregår i et "svejsehus" som står på havbunden- og som i hver ende omslutter røret i en vandtæt pakning. Svejsningen foregår i en heliox eller anden gas-atmosfære og udføres således tørt i modsætning til de svejsninger som entreprenør- bjærgningsdykkeren foretager direkte i vandet.
Svejsehuset fortrænger let 40 til 45 m3 vand og vejer derfor ofte 50 til 60 tons. På grund af husets vægt, kræver det at dykkerfartøjet har en stor svingbar kran, med heave-compensator, som kan løfte huset fra skibets dæk- og placere det oven på det beskadigede rør. Huset som står på 4 ben er åbent i bunden og tillader således, at dykkerne, for at komme ind i huset, kan svømme ind imellem havbunden og husets underkant.
Svejsehusets længde er afgørende for, hvor lang en spool der kan isvejses. Hvis længden af den nødvendige spool overstiger længden af svejsehuset, må der udføres een svejsning hvorefter, røret lægges af og svejsehuset flyttes det nødvendige antal meter frem til næste svejsning. Man kan også vælge at isvejse flanger i de 2 rørender for derefter, at fremstille- og isætte en spool som ovenfor beskrevet under PL move-over- og tie-in.
Svejsehuset har sin egen umbilical med åndegas, strøm, video, samtale og reclam-system etc. Indvendig er huset forsynet med taljer, for løft af røret- og spool, ventilation, nødvendige skære- og slibeværktøjer, TIG og MIG svejseudstyr samt åndemasker for dykkerne.
Tegningen ovenfor til højre viser isvejsning af en kortere spool-piece. Dykkerskibet går i position over skaden på røret, positionen fastholdes ved brug af Dynamisk positionering. Dykkerklokken med 3 dykkere bliver firet ned til klokken er ca 5 meter over havbunden. 2 dykkere forlader klokken og dirigerer dykkerskibet til en position hvor klokken er ud for skaden på røret- men trukket ca. 5 til 10 meter væk (klokken skal under hele operationen være i en position i forhold til svejsehuset hvor klokken ikke ved et uheld kan ramme svejsehuset). Hvis skaden på røret ikke har medført at røret er revet helt over, skærer dykkerne en kort sektion ud af røret med skæreelektroder.
Dykkerskibet tager løft på svejsehuset og firer det ned til få meter over havbunden. De 2 dykkere dirigerer nu kranen indtil husets midte- og udskæringerne i husets ender er over skaden på røret. Huset bliver firet af så det står på sine høje ben på havbunden (benene er nederst forsynet med store plader "fødder" som forhindrer huset i at synker ned i havbunden). Dykkerne monterer air-bags på den ene rørende. Air-bags fyldes med luft indtil det meste af vægten er taget af røret. Indvendig i huset bliver røret løftet op- og fikseret med taljer. Røret fikseres i gennemføringen i huset udskæring hvorefter, udskæringen pakkes vandtæt med store gummilameller. Samme procedure, som foran nævnt, bliver nu brugt på den anden rørende. Når begge rørender er fikseret og udskæringerne er lukket vandtætte, monterer dykkerne et ristværk, arbejdsplatform, i bunden af huset. Foran nævnte ristværk er ikke større end at det stadig tillader dykkerne at komme ud og ind af huset. Indvendig i huset åbner dykkerne en ventil som tillader udstrømmende gas at fortrænge vandet inde i huset. Vandet bliver presset ned- og slipper ud af huset ved husets bund. Når vandspejlet står lige over husets nederste kant, lukkes gasventilen og der er nu samme tryk inde i huset som ude i vandet.
Arbejdet med selve reparationen kan nu begynde. Med mekanisk skæreværktøj bliver de 2 rørender skåret rene. Snitfladerne bliver skærfede og slebet hvorpå, den nøjagtige afstand imellem de 2 skærfede rørender bliver opmålt. Ombord i dykkerskibet bliver spool-piece fremstillet, med skærfede ender, i den af dykkerne ønskede længde. Spoll-piece bliver med skibets kran firet ned til dykkerne og lagt af på havbunden ved siden af svejsehuset. I mellemtiden har dykkerne afmonteret ristværket i bunden af huset således, at spool, ved hjælp af taljer kan løftes op på plads. Ristværket bliver igen etableret og dykkerne kan gå igang med svejsearbejdet. Under skære- og svejsearbejdet har dykkerne afført sig de tunge hjelme, som nu hænger inde i huset, og ånder istedet gas igennem mindre og meget lettere masker forsynet fra selve svejsehuset. Nogle gange er spool opmålt- og fremstillet på forhånd og hænger inde i huset under søsætningen af dette. Forannævnte medfører selvfølgelig, at dykkerne skal renskære- og skærfe de 2 rørender så de passer til længden spool-piece. Når svejsningerne er udført, bliver de undersøgt for svejsefejl ved brug af NDT se ovenfor under inspektionsdykkeren.
Dykkerne ifører sig igen den tunge dykkerudrustning, fjerner ristværket- og de vandtætte pakninger etc. og ved samtidig at lukke luft ud af air-bags og slække på taljerne inde i huset, bliver røret lagt af på havbunden. Svejsehuset og alt værktøj, rørstumper etc. bliver løftet ombord i dykkerskibet og når klokken er koblet til kammekomplekset, er operationen udført. Røret bliver efterfølgende trykprøvet og det er derfor af den største betydning at dykkerne har udført fuldstændig fejlfrie svejsninger for, ikke at skulle vende tilbage og lave hele arbejdet om. For mange år siden, blev der i Norge udført en reparation, nogenlunde som ovenfor beskrevet, på ca. 300 meter vand, godt gået.
Tilbage til "Forsiden"